Introduction
This web page presents the test report detailing the second static test (KDX-002) conducted on the Kappa-DX rocket motor, as well as post-test analysis.Motor details
The motor for this test was essentially identical to that of the first static test, except for the following modifications:
- The casing liner consisted of a sheet of 0.0165 (0.42mm) inch thick posterboard paper concentrically rolled to form a double layer tube of a total thickness of 0.033 inch (0.84mm). This is identical to the liner used in the first static test. However, installation of the liner was modified. The liner was bonded over the entire overlapping surface by applying spray adhesive (3M Super 77) over the overlap region, after which the sheet was rolled over a mandrel to form a tube. The liner tube was then inserted into the casing (snug sliding fit) such that it would butt up against the nozzle. Silicone RTV was then applied to the tube end, and the nozzle installed. At the forward end, RTV was also used to seal the liner tube end, which extended to within a centimetre of the bulkhead. The short section of exposed casing was coated with silicone grease.
- The propellant inhibitor was modified. Instead of resin coated paper, resin soaked fabric was used. The fabric was lightweight cotton, of 0.008 in. (0.20mm) thickness, and was cut to size to form a double layer around the segments. The process of inhibiting the segments was to first coat the segment outer surface with a layer of polyester/styrene resin, the carefully wrap the resin soaked fabric tightly around the segment. After setting, the inhibitor liner was trimmed and sanded smooth. As an extra measure, the liner was then sprayed with a layer of hi-heat aluminum paint.
- The nozzle throat diameter was increased by 4%, to 0.495 in. (12.6mm), reducing the design pressure to 1110 psi (7.65 MPa). This was done to increase the safety margin between MEOP and burst pressure at elevated temperature.
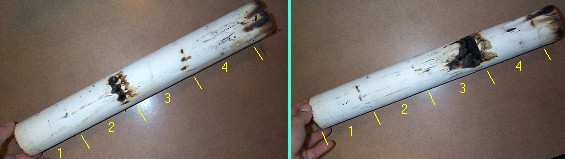
- The four propellant segments had a total mass of 1497 grams (excluding inhibitor liners) and are shown in Figure 1. Core diameter was 0.75 inch (19.05mm) and typical O.D. was 2.21 inch (56.2mm).
As with the first test, in order to substantiate structural integrity and effective sealing, the assembled motor was hydrostatic pressure tested to 1500 psi (10.3MPa), which represents 135% design pressure.

Figure 1-- Propellant segments
Static Test Rig
The STS-5000 Static Test Rig was used once again for this test, with both gauges re-calibrated. Both thrust and chamber pressure were measured. Thrust was measured by use of a hydraulic load cell connected to a 4" 0-1000 psi pressure gauge. To measure chamber pressure, the motor bulkhead was tapped with a pressure fitting which was connected to a 4" 0-2000 psi gauge. To prevent damage to the gauge by hot combustion gases, the connecting line was filled with oil (SAE 30). Gauge readings were recorded by use of a video camera located 10 feet (3 metres) away. A plexiglas shield protected the camera from possible debris in case of a motor malfunction. As well, the shield buffered the camera from the shock waves due to the supersonic flow exiting the nozzle during normal operation.The rocket motor set up in the test rig is shown in Figure 2.

Figure 2--Rocket motor set up in Test Rig just prior to conducting test
Test Report
July 22, 2000 -- After arriving at the test site, the test stand was assembled, having been partly dismantled for transport to the site. The motor was installed, connections to the chamber pressure gauge were made, and the oil buffer system was filled. Two video cameras were set up into position - one was used to record the two pressure gauge readings, the other was set up about 75 feet (23 metres) away to record the actual motor firing. A 35mm still camera with 135mm telephoto lens and autoadvance was also used to record the firing, from a distance of about 100 feet (30 m.). The autoadvance, which was activated just prior to ignition, allowed for continuous shooting of photos at a rate of 2 frames per second.Once the setup was completed, and the observers located a safe distance away from the test stand, the countdown was commenced. The igniter did not fire on the first attempt. Connections were checked and a second countdown was begun (the problem later was determined to be low battery charge). Shortly after the ignition button was pressed, a "pop" sound from the igniter charge was heard, and the glass-wool nozzle plug was seen to be ejected upward. Less than a second later, the motor roared to life with a deafening sound, and appeared to be functioning well, with a very large and well-shaped smoke plume. The sound of the exhaust jet undulated slightly. The burn continued for about two seconds, then rapidly tailed off. Blackish smoke then issued from the nozzle, and about a second after burnout, a bright yellow/orange flame erupted, as the vapourized residue in the motor ignited. The flame quickly reduced in size and was extinguished by an observer (by simply blowing it out).Two frames taken with the 35mm camera are shown in Figure 3.